볼스크류의 종류에는 어떤 것이 있습니까?
JIS규격에서의 볼스크류 종류의 구분은 위치결정용과 반송용의 2개로 크게 구분되며, 각각의 정밀도 등급으로서 구로다정공은 위치결정용은 C0급~C5급과 반송용은 C7급, C10급으로 구분하고 있습니다.
정밀도에 관한 상세는 「볼 스크류의 정도등급에 대해서 알고 싶다」에도 게재하고 있으므로 그쪽도 봐주세요.
규격에서는 특별히 제조방법에 관한 지정은 없으므로 어떠한 방법으로 제조해도 괜찮다는 것입니다.
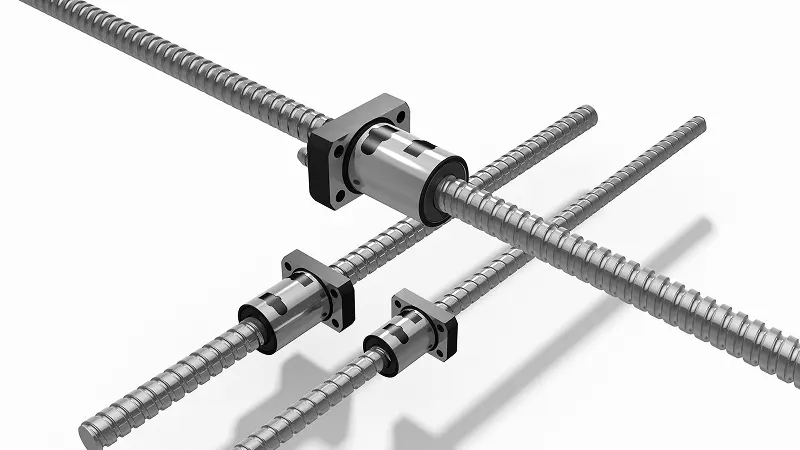
볼 스크류의 주요 부품은 나사축・너트・강구・순환부품입니다만, 이 중에서 특히 나사축의 제조방법에 따라 대표적인 2가지종류로서 「전조 볼스크류」와「연삭 볼스크류」가 있어 그 2가지의 특징에 대해 소개하겠습니다.
전조 볼스크류
성형 방법
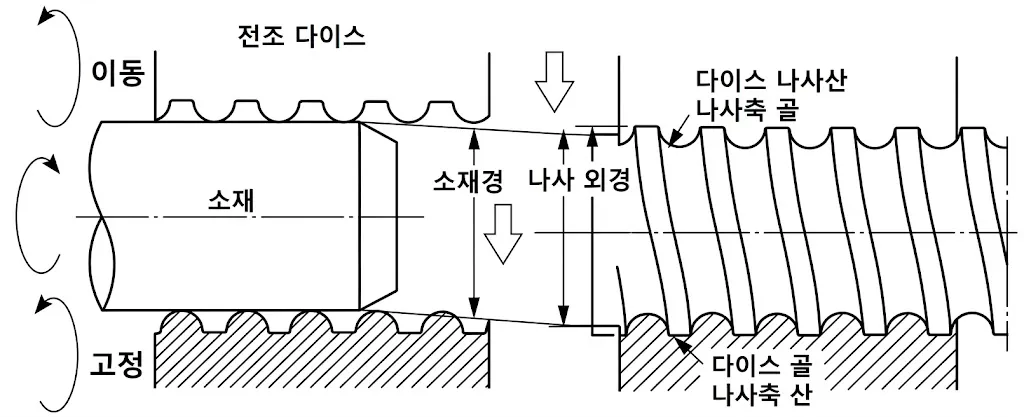
전조 볼스크류의 나사축은 봉형태의 강재를 회전시키면서 전조다이스라고 불리는 공구에의해 나사홈을 성형하는 방법입니다.
전조다이스는 바깥둘레에 나사홈과 역형상의 철형(凸形)의 복수 나사선으로 이뤄져, 한쌍의 전조다이스에 강재를 눌러 맞추어 나사홈을 형성합니다.
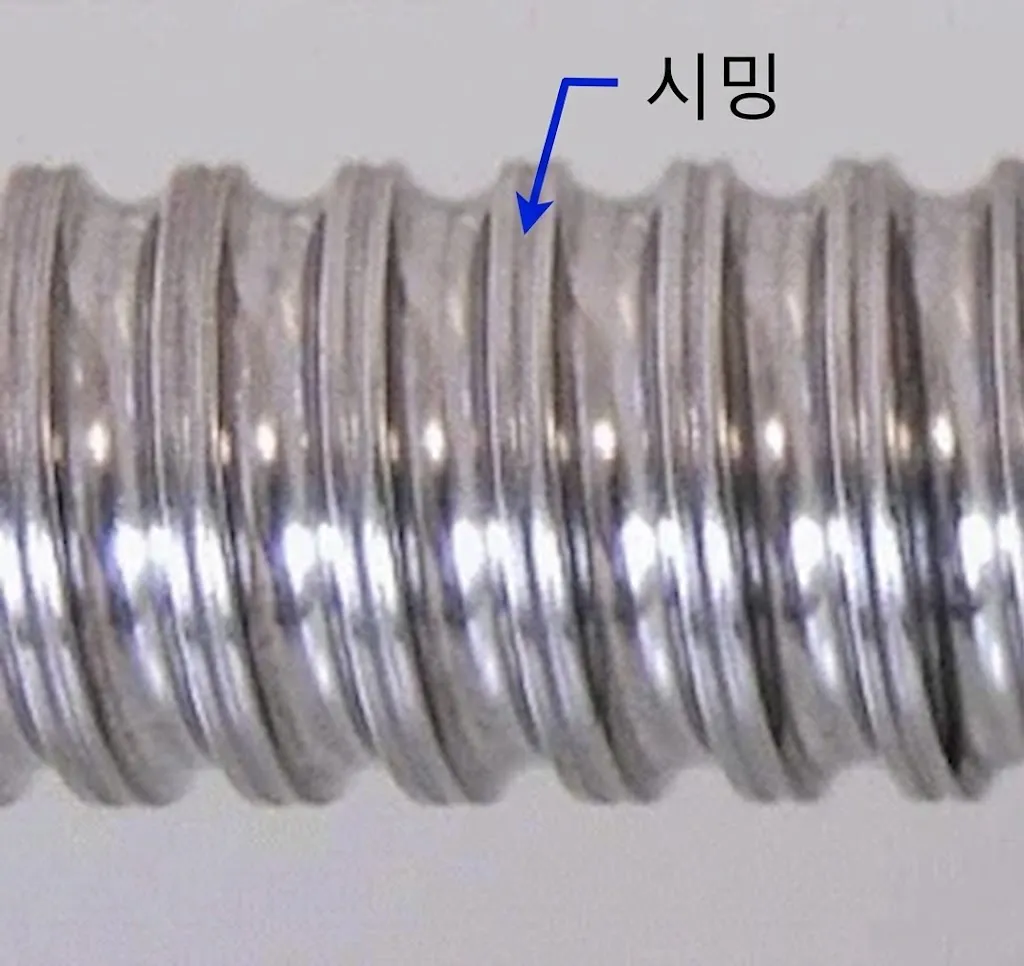
나사축의 외관
나사축의 외관에는 시밍이라는 가공형태가 보입니다.(축과 리드의 조합에 따라 보기 어려운 경우도 있습니다.)
제조공정(간략)
전조→열처리 →단말가공
리드정도
상기「전조→열처리」의 공정에서 목표 정밀도로 완성하기 위해 일반적으로는 다음에 나타내는 정밀도 등급이 됩니다.
C7급, C10급
축방향틈새
전조품에서는 나사축의 원통도가 연삭품과 비교하여 약간 뒤떨어지기 때문에, 축방향 클리어런스를 극단적으로 적게하거나, 0으로 한 예약품에서는 양호한 작동성을 얻을 수 없는 경우가 있기 때문에, 일반적으로 축방향틈새를 0.03~0.20mm정도로 설정하고 있습니다.
너트 조합 방식
일반적으로 싱글너트입니다.
연삭 볼스크류
성형 방법
연삭 볼스크류의 나사축은 원통형태의 강재에 절삭 바이트와 연삭 숫돌로 나사홈을 깍아 제조하는 방법입니다.
나사축의 외관
나사축의 외관은 축 바깥둘레를 원통연삭에 의해 가공하고 있어 매끄러운 형상입니다.

제조공정(간략)
축외관형상 성형가공→열처리→원통연삭→나사홈연삭→단말가공
리드 정밀도
연삭 볼스크류는 전조 볼스크류와 달리 열처리 후의 공정에서 정밀도를 낼 수 있기 때문에 고정밀도부터 저정밀도까지 제작할 수 있습니다.
C0급, C1급, ※C2급, C3급, ※C4급, C5급, C7급, C10급
- 표의 등급은 KURODA의 독자적인 규격입니다. 자세한 것은 카탈로그를 참조해 주십시오.
축 방향 틈
연삭에서는 나사 축의 원통도를 안정적으로 제작할 수 있기 때문에 0.005~0.20mm의 축방향 틈이 있는 예압 제품을 제작할 수 있습니다.
너트의 조합 종류
연삭에서는 아래에 나타낸 것을 제작할 수 있습니다.
- 싱글 너트
- 더블 너트
- 인테그럴너트
제품에 관한 문의
문의 양식 또는 가까운 영업소에 문의하십시오.